一、锻坯
根据用户的要求确定轧辊的材质,按图样设计要求订购辊坯,目前,锻钢轧辊材质一般采用cr2,Cr3,Cr5等。采用电渣熔铸,其锻比应大于3,电渣重熔钢锭的纵剖面呈“人”字形结晶,不允许有白点。内裂,缩孔、翻皮和肉眼可见的非金属夹杂物。
二、调质处理
调质是冷轧辊最终感应加热淬火之前极为重要的预备热处理,目的是为最终热处理做好必要的原始组织准备,提高轧颈和辊芯的机械性能。调质后其金相组织:回火索氏体+点粒状碳化物,对基体主治中碳化物规定应全部为颗粒状,且要求分布均匀,其颗粒度控制在0-2.5微米范围内,这种状态的碳化物的冷轧辊,兼有耐磨性高,抗事故性优良等特点,能够满足现代冷轧机的需要。
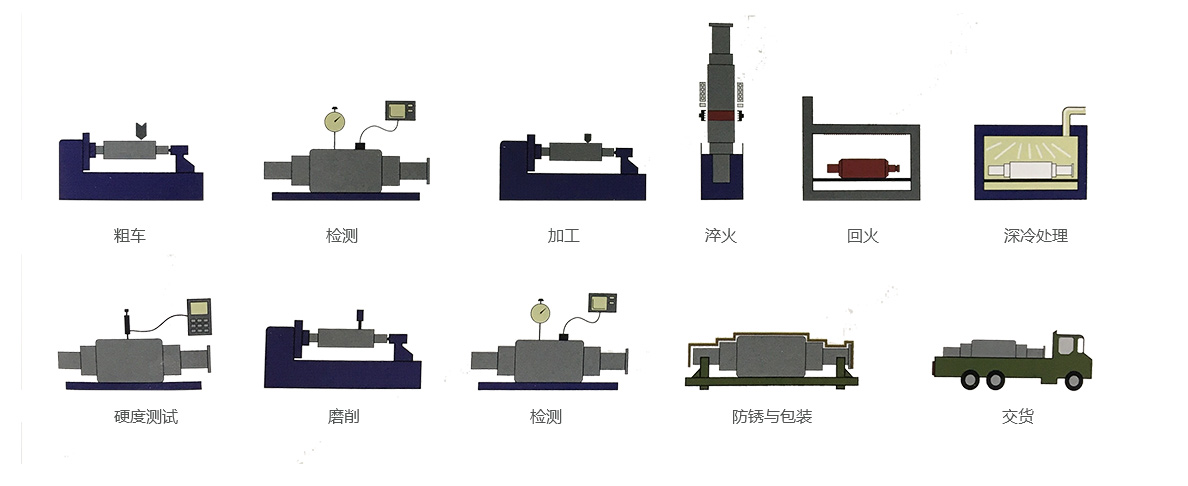
三、辊身表面淬火(最终热处理)
轧辊最终热处理有整体加热淬火,单频感应连续加热淬火,双频感应连续加热淬火。
四、冷处理
冷处理工序介于最终热处理淬火和低温回火之间。通过液氮或干冰加酒精使辊身工作层冷却到0℃以下,通常在-70℃-85℃温度范围内,保持一段时间的一种工序。
五、低温回火
主要是消除应力,达到所设定的硬度值。
六、机械加工
随着市场竞争的需要,用户对轧材的表面质量要求越来越高,轧机的轧制速度越来越快,因此需要轧辊具有更好的精度。我们采用全数控的机械加工设备,能够满足用户的需求。
七、成品检测
我们的产品出厂前,必须通过如下严格的质量检测:
1、硬度和淬硬层深度的检测
2、金相组织化验
3、晶粒度检测
4、残余奥氏体含量的测定
5、机械尺寸和形位公差的检测













 江苏省无锡市新吴区旺鸿路13-3号
江苏省无锡市新吴区旺鸿路13-3号

